Slide
Show JP
☰
探索
サインイン
サインアップ
アップロード
×
ダウンロード
カテゴリーなし
スケジューリング(1)
カタログ ダウンロード
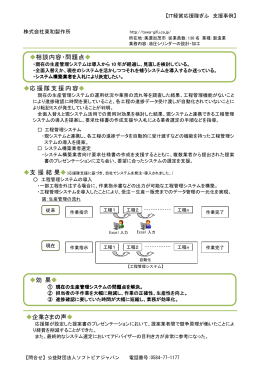
株式会社東和製作所 - IT経営応援隊ぎふ
計画と統制
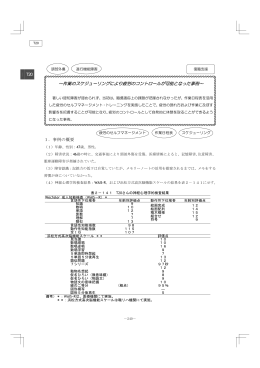
第2章 第2節 トータルパッケージ活用事例6(35ページ) (PDF 1594KB)