Slide
Show JP
☰
探索
サインイン
サインアップ
アップロード
×
ダウンロード
カテゴリーなし
炭酸ガスレーザー超音速噴霧法 によるポリマー微粒子の作製
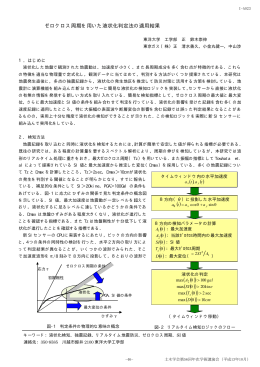
θ - 土木学会
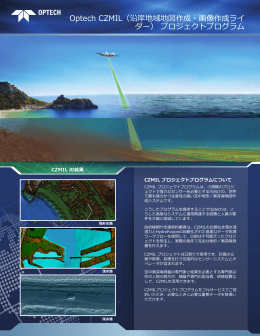
Optech CZMIL(沿岸地域地図作成・画像作成ライ ダー) プロジェクト
本文ファイル
「WRC」参戦の足跡 - YM WORKS -
フィルムを用いた平坦度・対称性の評価
∑ ∑ ∑
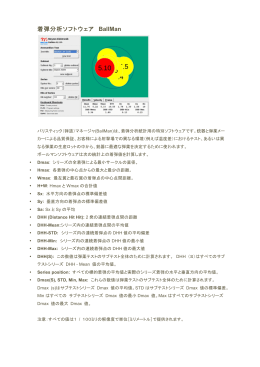
着弾分析ソフトウェア BallMan
ファイバコネクタ接続用アダプタ
「ビニテープ 」ベトナム新工場竣工のお知らせ 電気化学工業株式会社
大野 弘幸 - FIBER 甲南大学 先端生命工学研究所