Slide
Show JP
☰
探り
ログイン
ユーザーアカウントの作成
Upload
×
ダウンロード
No category
溶接継手近傍の疲労亀裂
ナノテクノロジーは国民的課題である
微小部X線応力測定装置 - 地方独立行政法人大阪府立産業技術総合
ティルト法による溶接鋼材内部の無応力状態格子定数の非破壊測定 ψ ν ν
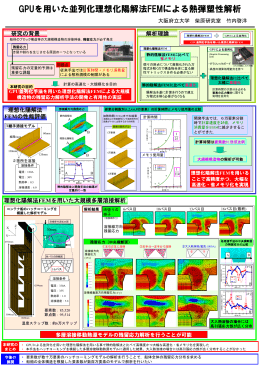
GPUを用いた並列化理想化陽解法FEMによる熱弾塑性
ナットとボルトとして はたらくQスイッチングとモード同期
実機高クロム鋼溶接部の損傷状態および余寿 命評価
3.宇宙機で発生する放電の地上実験
試験問題
アルミ合金溶接部の残留応力の解析
http://repository.osakafu-u.ac.jp/dspace/ Title Author(s) Citation Issue
http://repository.osakafu-u.ac.jp/dspace/ Title Author(s) Citation Issue
超短パルスレーザ微細加工の最適加工条件探索に関する研究
「ストレスは、脳、行動、遺伝子、栄養に何をもたらす
加熱・冷却された構造用鋼溶接部の材料特性に関する基礎
高機能厚鋼板の技術進歩と今後の展望 (児島明彦,藤岡
改良 9Cr-1Mo 鋼溶接部のクリープ損傷評価法の開発
耐破断性に優れた溶接接合法「NBFW ® 法」[ PDF 8P
溶接熱影響部靭性に優れた海洋構造物用TMCP厚鋼板
大入熱溶接に対応した建築鉄骨用高HAZ靭性鋼の開発
軟質横突合せ溶接継手の降伏応力と引張強度に関する検討
コーポレートデータ
船体用低温仕様大入熱溶接用鋼板の開発