Slide
Show JP
☰
探り
ログイン
ユーザーアカウントの作成
Upload
×
ダウンロード
No category
内面しごき (a) 加工前
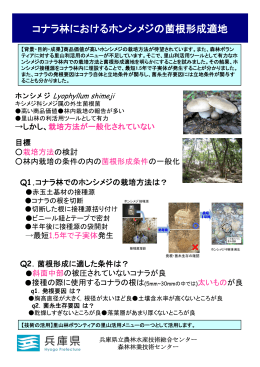
コナラ林におけるホンシメジの菌根形成適地
「小さい」ことが大きな誇り! 世界唯一の超微細加工メーカー
第2135回 H19.09.12 会員卓話(夏井会員)
2015松任ロードレース大会 要項