Slide
Show JP
☰
探り
ログイン
ユーザーアカウントの作成
Upload
×
ダウンロード
No category
サプライ・チェインの設計と管理 第5章 ロジスティクス
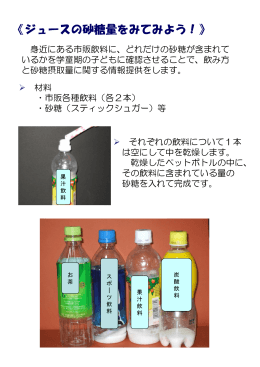
ジュースの砂糖量をみてみよう! (PDF 2.67MB)
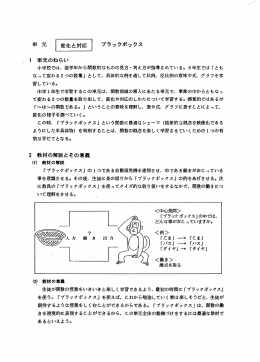
変化と対応 ブラックボックス 2 教材の解鋭とその意義