Slide
Show JP
☰
探り
ログイン
ユーザーアカウントの作成
Upload
×
ダウンロード
No category
熱風発生装置を用いたショットピーニングによる金属薄板の部分
小西金属工業株式会社
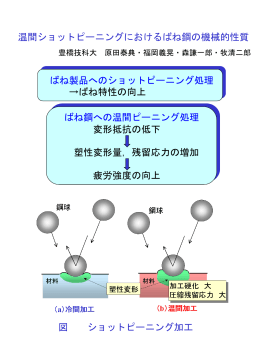
バネ鋼への温間ショットピーニング における残留応力の効果
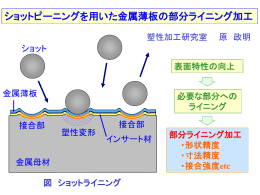
ショットピーニングを用いた金属薄板の部分ライニング加工
残留応力分布
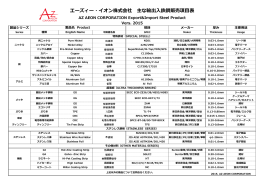
鉄鋼製品一覧を追加いたしました。
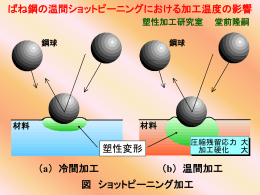
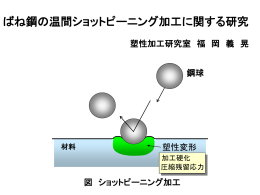
ばね鋼の温間ショットピーニング加工に関する研究
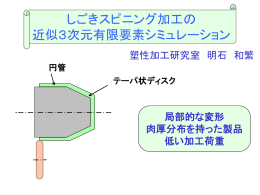
円管のしごきスピニング加工の 近似3次元有限要素
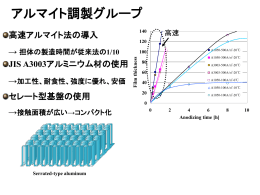
アルマイト触媒調製グループ
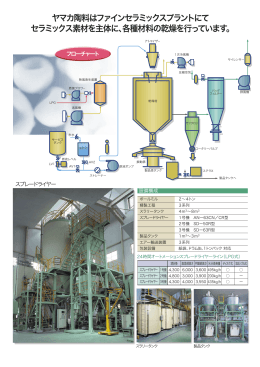
ヤマカ陶料はファインセラミックスプラントにて セラミックス素材を主体に
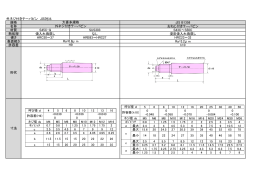
外ネジ付きテーパピン JIS対比 規格 JIS B1358 名称 おねじ付き
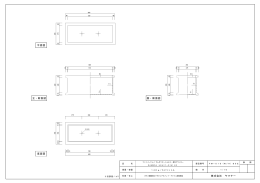
株式会社 ヤマテー 平面図 立・断面図 側・断面図 底面図
ジグボーラー 安田工業 YBM Vi40