Slide
Show JP
☰
探り
ログイン
ユーザーアカウントの作成
Upload
×
ダウンロード
No category
プレゼンテーション - JEITA 一般社団法人電子情報技術産業協会
はんだの科学(その 3)
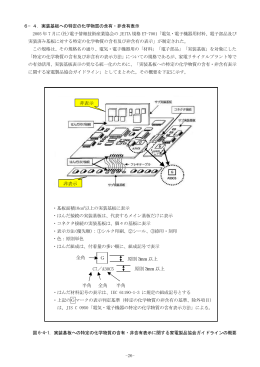
A30C5 原則3mm 以上
Title Sn-3.0Ag-0.5Cu鉛フリーはんだと銅接合部の
半導体パッケージ実装マニュアル - Renesas Electronics