Slide
Show JP
☰
探索
サインイン
サインアップ
アップロード
×
ダウンロード
カテゴリーなし
調達マネジメント
ウォーターハンマーの防止[PPT]
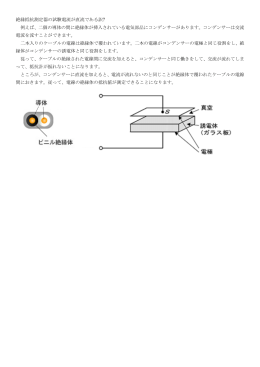
絶縁抵抗測定器の試験電流が直流である訳? 例えば、二個の導体の間
納税証明書無添付理由書 板倉町町長 栗 原 実 様 は、平成 年 月 日に
周産期新生児領域の保健活動における人材に関する検討
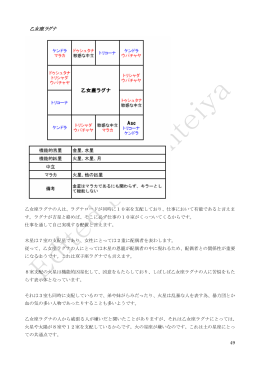
乙女座ラグナ
![ウォーターハンマーの防止[PPT]](http://s1.slideshowjp.com/store/data/000057689_1-dc64ebd77d78a36611acfa1699a1836a-260x520.png)