Slide
Show JP
☰
探り
ログイン
ユーザーアカウントの作成
Upload
×
ダウンロード
No category
対角マトリックスを用いた 剛塑性有限要素法
電磁場解析アプリケーションの現状と今後
計算力学
FEM1
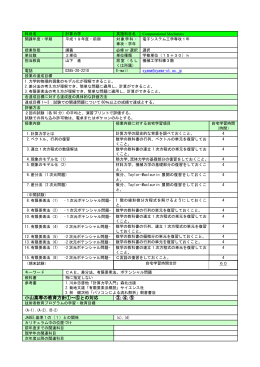
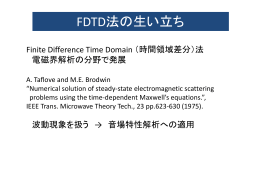
FDTD法の生い立ち
基礎から学ぶ塑性加工実践教育講座(年 3 回
有限要素法の「常識」(流体編)
花崗岩石材に浸透する水 ー中性子ラジオグラフィ試験による可視化、その2